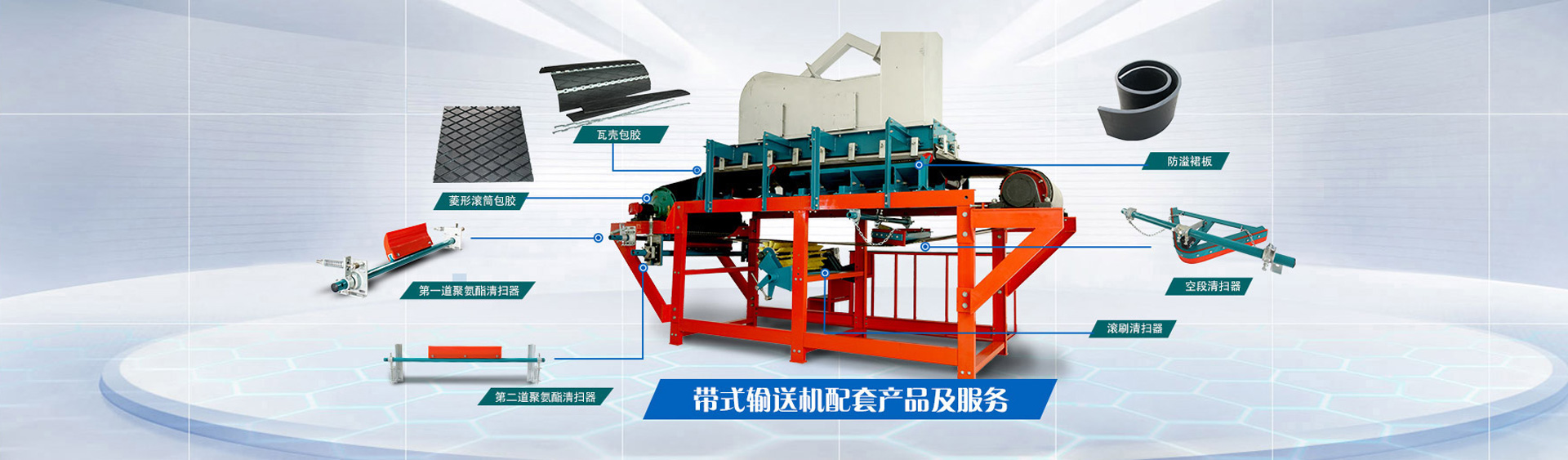
滚筒现场冷包胶是一种在常温下进行的滚筒表面修复与增强技术,通过采用特定的胶粘剂和处理剂,实现滚筒表面的耐磨、防滑和密封性能提升。其中,冷粘胶KN373、清洗剂CY131、金属处理剂BD836是施工全套工艺流程中不可或缺的关键材料。以下将详细阐述滚筒现场冷包胶的施工流程。
:确保冷粘胶KN373、清洗剂CY131、金属处理剂BD836等关键材料齐全,并检查其有效期和性能是不是满足要求。同时,准备好橡胶板、刮刀、刷子、橡胶锤、测量工具等辅助材料和工具。
:对滚筒做全面检查,包括滚筒表面的磨损情况、有无裂纹或变形等缺陷。对于有一定的问题的滚筒,需先做修复或更换。
:确认施工环境和温度和湿度适宜,一般要求温度大于10℃,相对湿度低于80%,以确保胶粘剂的正常固化。
:使用打磨机、刷子等工具清除滚筒表面的杂物、尘土和旧胶层残留物。然后,用清洗剂CY131反复清洗滚筒表面,直至表面无任何油渍及污物,并保持滚筒表面的干燥。这一步是确保胶粘剂与滚筒表面良好粘结的关键。
:将金属底涂处理剂BD836均匀薄薄地涂刷在滚筒表面,待其彻底晾干(至少2小时)。BD836能够填平金属表面的不平整和微小缺陷,提供均匀平滑的工作表面,同时增强胶水与金属表面的结合力。
:将双组份冷粘胶KN373与硬化剂按特殊的比例预先调配好,均匀搅拌。注意调配后需在规定时间内使用完毕,以避免粘度增大而失效。
:使用刷子或刮刀将调配好的冷粘胶均匀涂抹在滚筒表面和橡胶板的背面。涂胶时要确保胶水覆盖整个接触区域,且厚度一致。
:将涂有冷粘胶的橡胶板贴合在滚筒表面,注意贴合时要平整无气泡。使用橡胶锤或辊压工具将橡胶板与滚筒表面之间的胶层压实,确保胶层均匀、密实。
:对于滚筒包胶的接缝处,使用橡胶切割工具将多余部分处理平整。然后,用橡胶修补剂将接缝处填满压实,以提高接缝的密封性和强度。
:根据冷粘胶的固化时间要求,等待硫化胶层在室温下自然固化。固化时间通常为几小时至一天不等,具体时间取决于胶粘剂的种类和施工环境。在固化期间,应避免对滚筒施加过大负荷。
通过以上步骤,滚筒现场冷包胶施工得以顺利完成。在施工全套工艺流程中,应严格遵守操作规程和安全准则规范,确保实施工程质量和人员安全。